
Стретч-упаковочная машина OMORISTN-8500
Обзор процесса упаковки
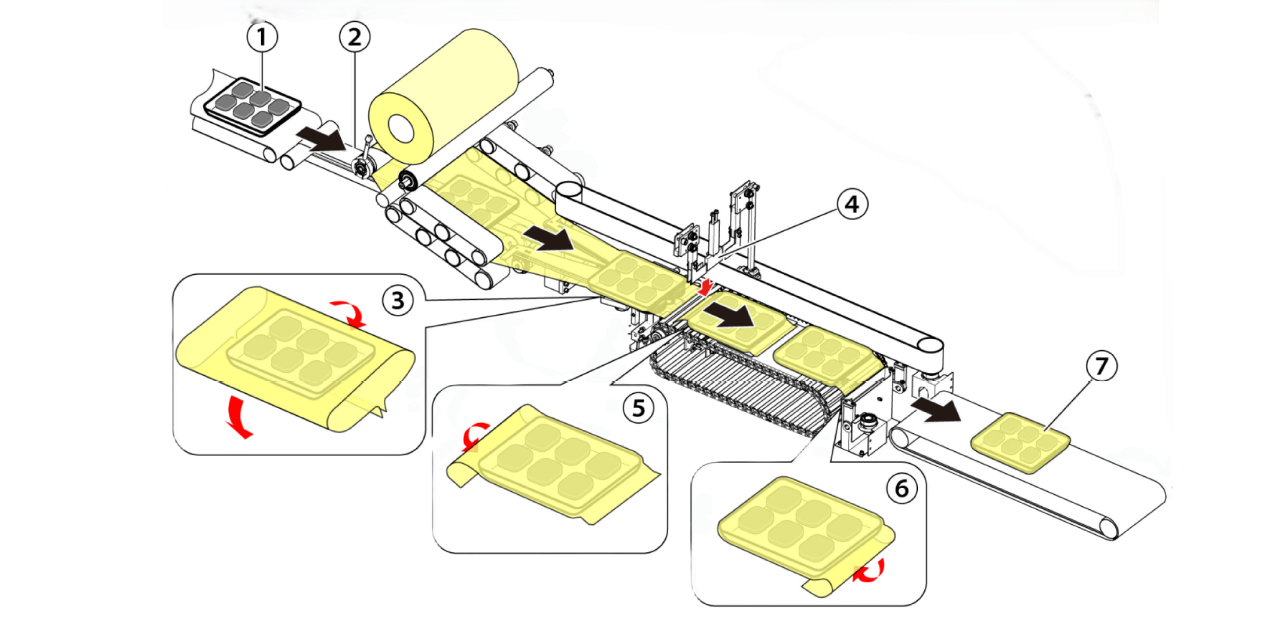
1. Подача лотка: лоток передан далее.
2. Разделение лотка на конвейере разделения подачи.
2. Разделение лотка на конвейере разделения подачи.
Разделение выполняется за счёт различия скоростей между подающим конвейером и конвейером разделения подачи. После разделения лоток останавливается на ленте конвейера разделения подачи (в режиме непрерывной работы).
При обнаружении лотка на конвейере разделения подачи начинается упаковочная операция (в режиме цикла).
3. Формование плёнки выполняется между секцией подачи продукции и секцией центр-запайки.
3. Формование плёнки выполняется между секцией подачи продукции и секцией центр-запайки.
Плёнка подаётся сверху на лоток и запаивается внизу по центру.
4. Плёнка отрезается в секции резки.
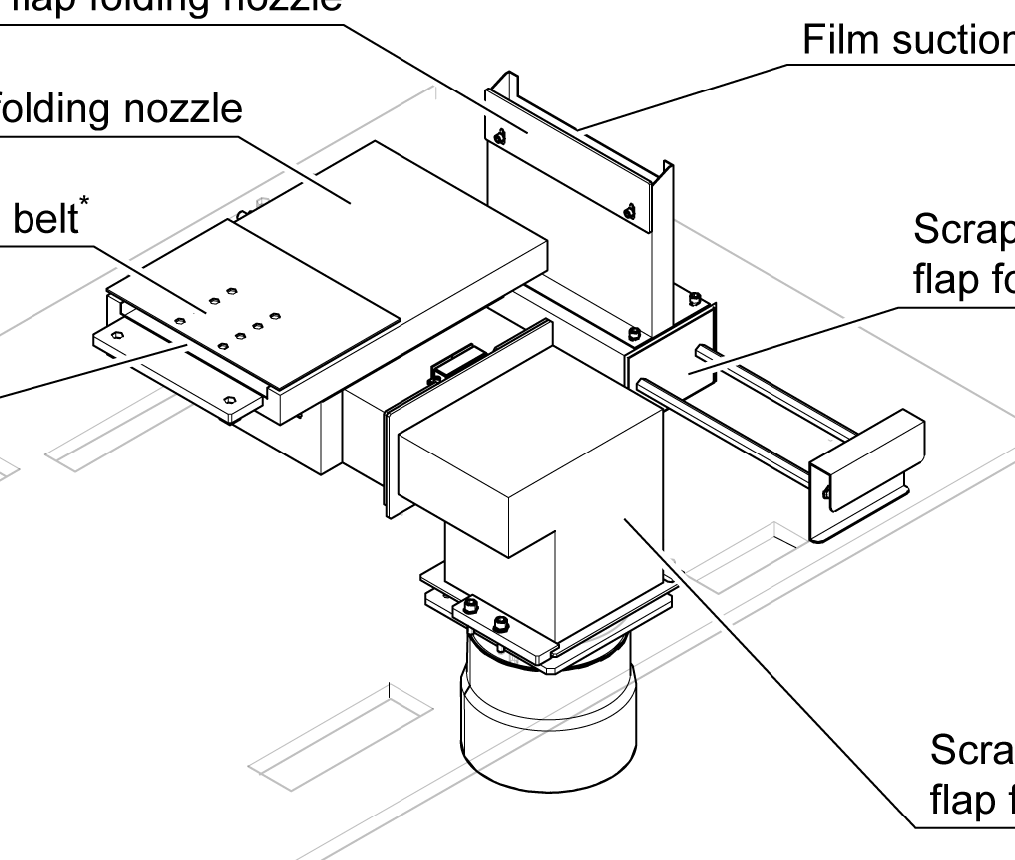
5. Задняя створка складывается.
4. Плёнка отрезается в секции резки.
5. Задняя створка складывается.
Одновременно с отрезкой пленки задняя створка втягивается в форсунку.
Рольтик-подталкиватель — движется быстрее лотков, обходя лоток и укладывая пленку под лоток.
6. Передняя створка складывается.
Шторка открывает всасывающий порт в заданное время и закрывается после того, как пленка втянутa. Пока лоток движется вперёд, пленка удерживается шторкой, и передняя створка подгибается.
7. Упакованный лоток выгружается на конвейер выгрузки.
7. Упакованный лоток выгружается на конвейер выгрузки.
Плёнка фиксируется снизу нагревателем.
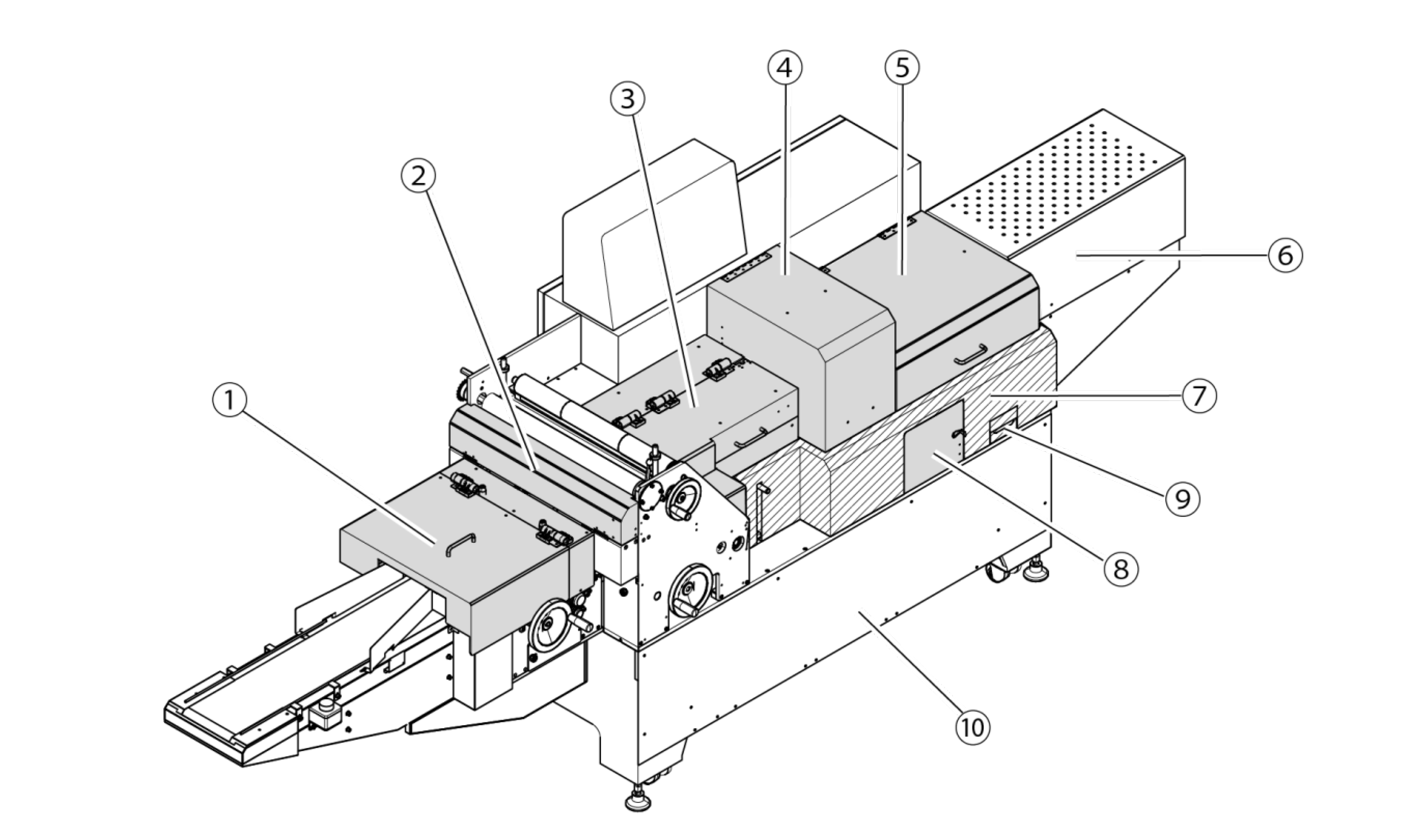
Блочная структура
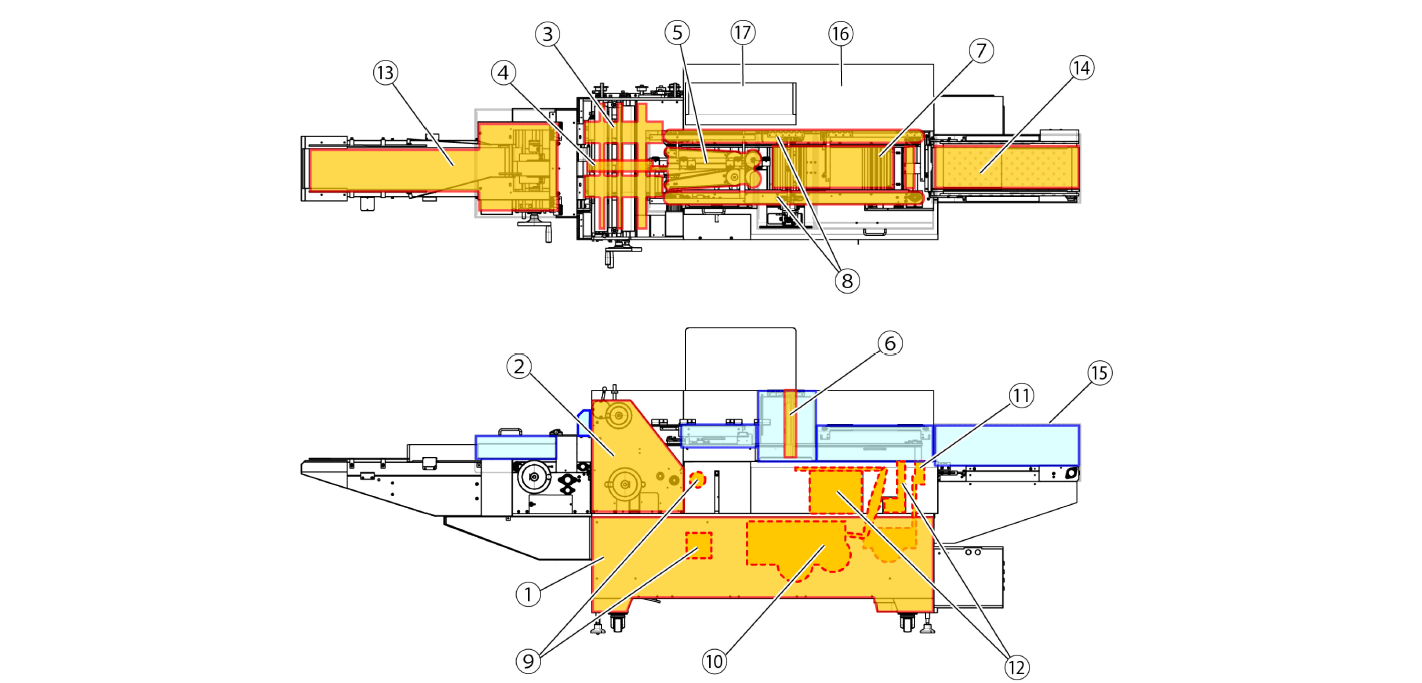
1 Базовая секция
2 Секция подачи плёнки
3 Секция подачи плёнки лентами
4 Секция подачи продукции лентами
5 Секция центр-запайки
6 Секция резки
7 Секция складывания задних створок
8 Секция боковых конвейерных лент рамы
9 Секция привода подачи плёнки
2 Секция подачи плёнки
3 Секция подачи плёнки лентами
4 Секция подачи продукции лентами
5 Секция центр-запайки
6 Секция резки
7 Секция складывания задних створок
8 Секция боковых конвейерных лент рамы
9 Секция привода подачи плёнки
10 Секция привода резака
11 Секция шторки форсунки
12 Форсунки
13 Конвейер подачи/разделения подачи
14 Конвейер выгрузки
15 Крышки
16 Панель управления
17 Панель эксплуатации
11 Секция шторки форсунки
12 Форсунки
13 Конвейер подачи/разделения подачи
14 Конвейер выгрузки
15 Крышки
16 Панель управления
17 Панель эксплуатации
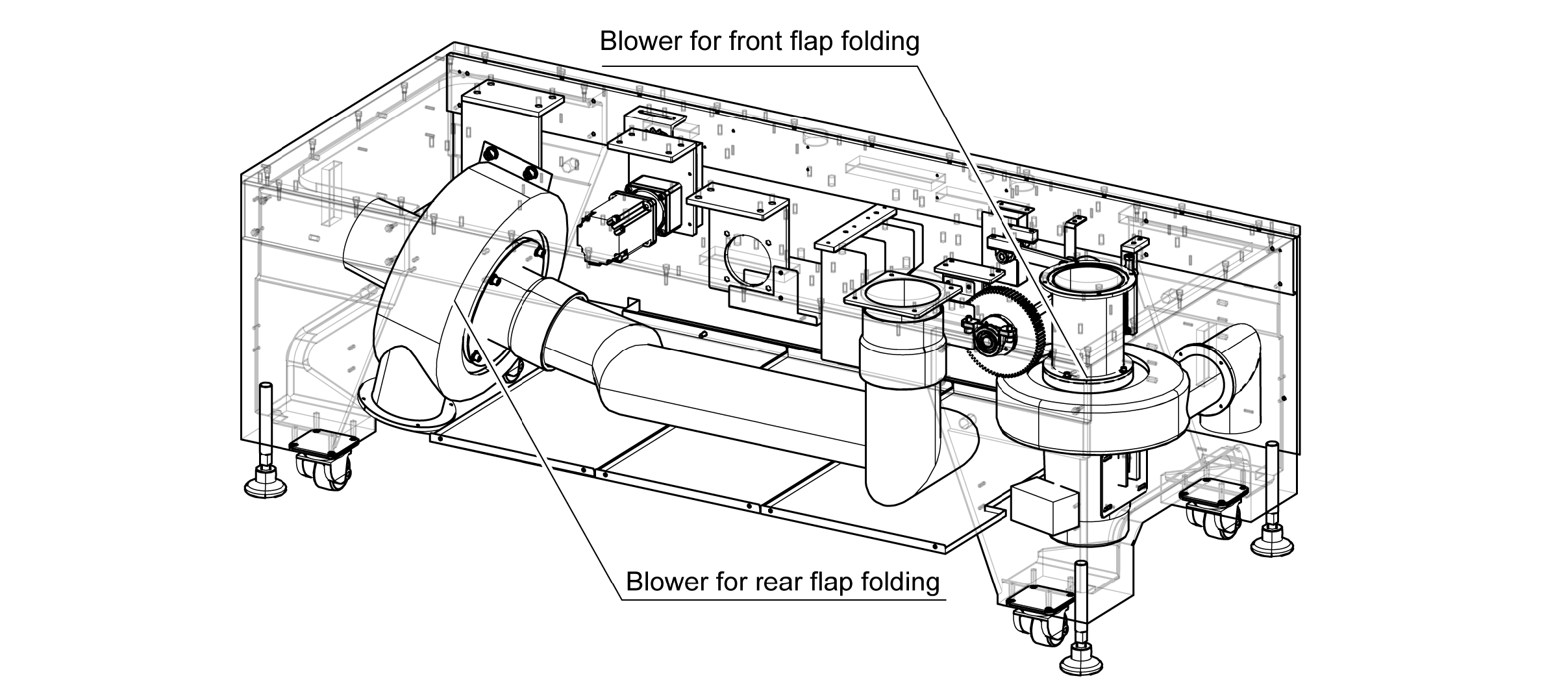
1. Базовая секция
Рама машины; внутри установлен воздушный канал/ blowers.
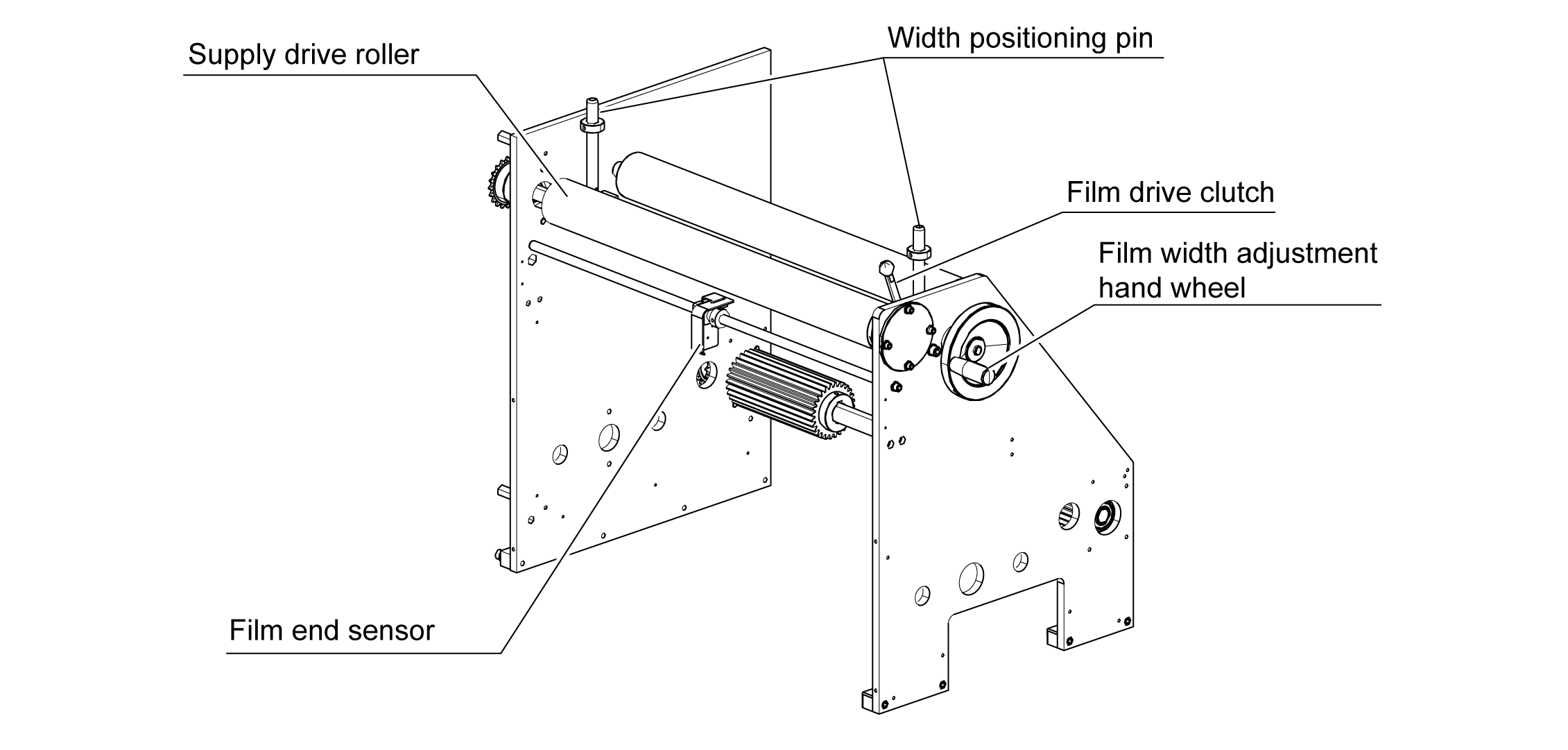
2. Секция подачи плёнки
Здесь устанавливается упаковочная плёнка.
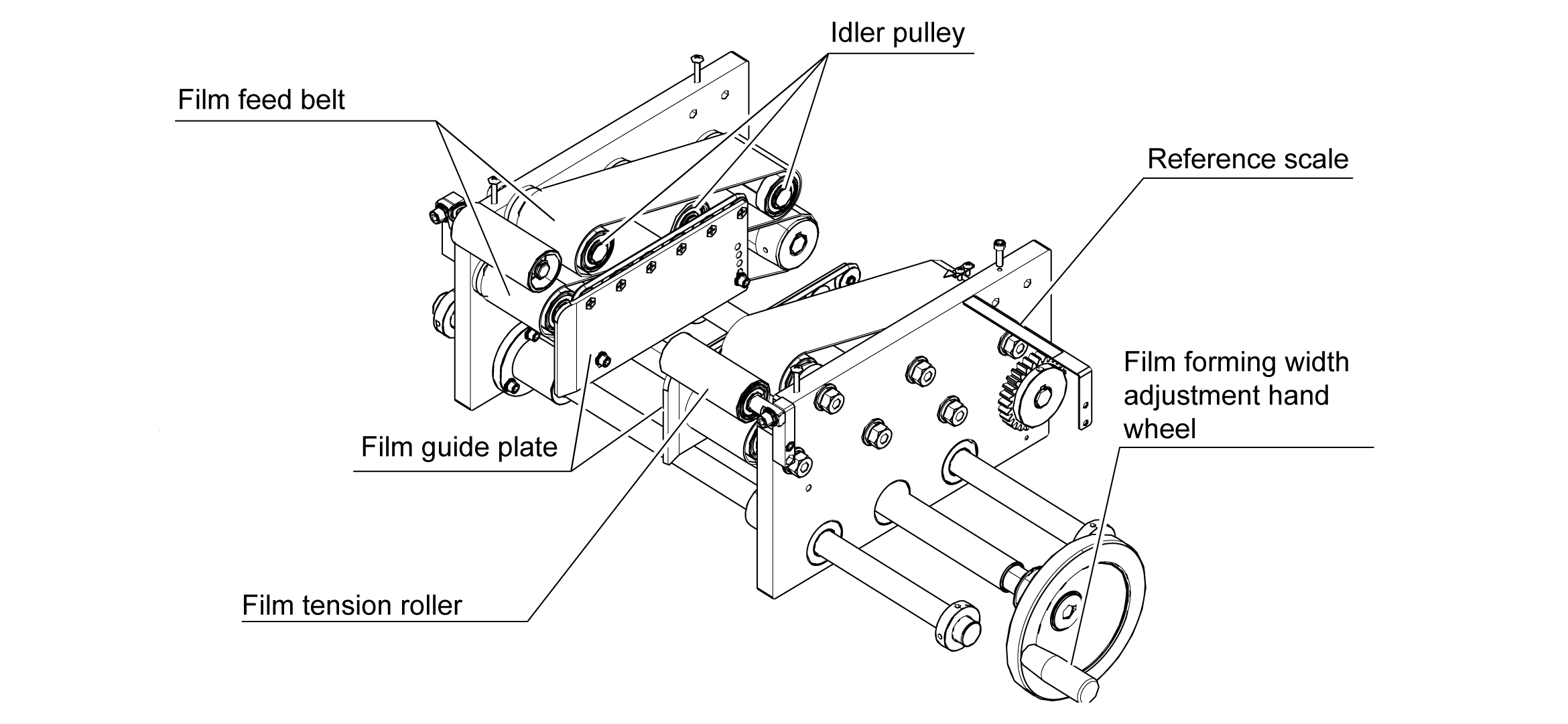
3. Секция подачи плёнки лентами
Верхние и нижние ленты подачи плёнки захватывают плёнку между собой и подводят её к нижней части формующей пластины. Наклонные ленты растягивают плёнку, обеспечивая требуемое натяжение по верхним и боковым граням лотка.
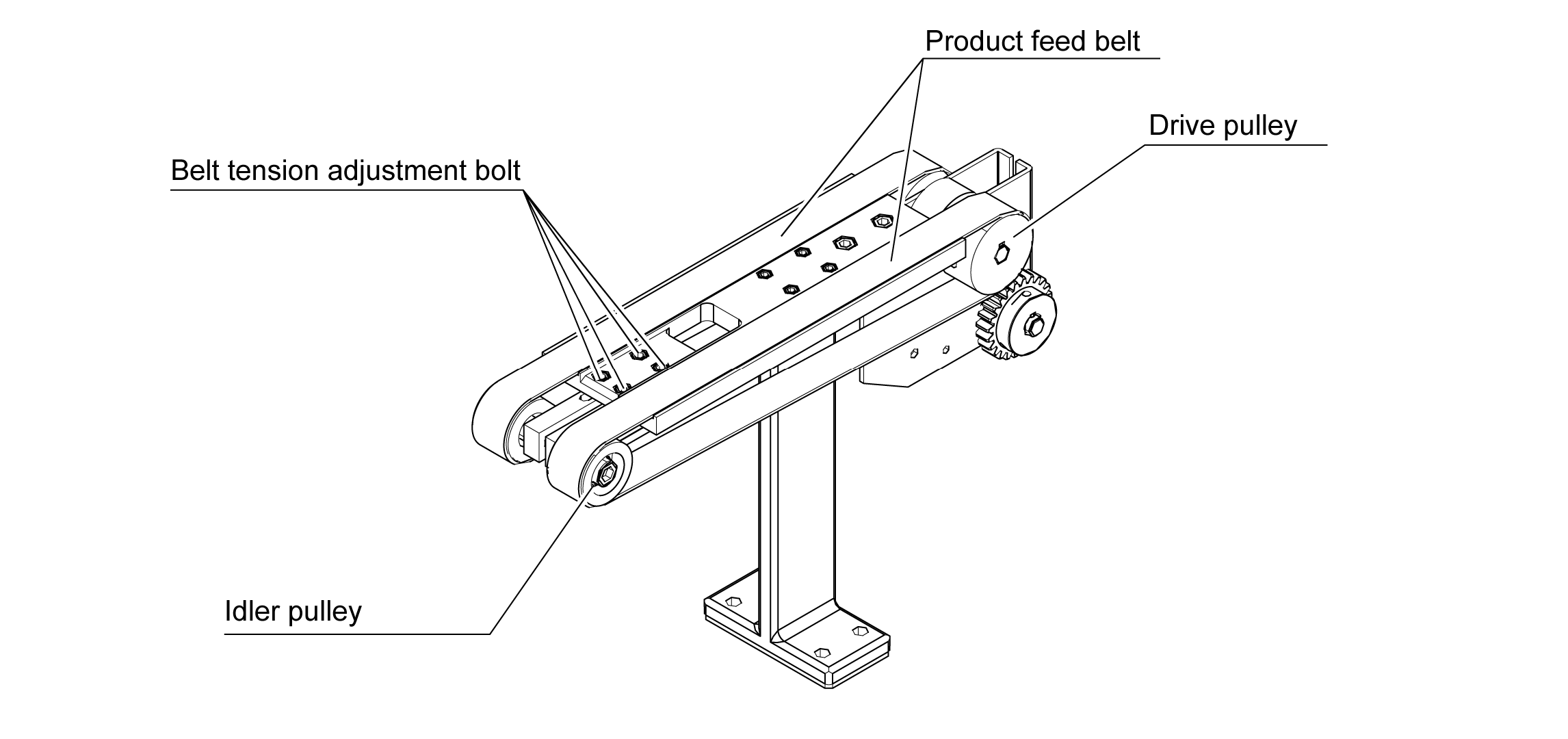
4. Секция подачи продукции лентами
Две ленты подачи перемещают лотки от конвейера разделения подачи к боковым лентам рамы. Эти ленты надёжно удерживают лотки, чтобы предотвратить их смещение.Лотки должны формироваться таким образом, чтобы их нижняя поверхность полностью соприкасалась с лентами.
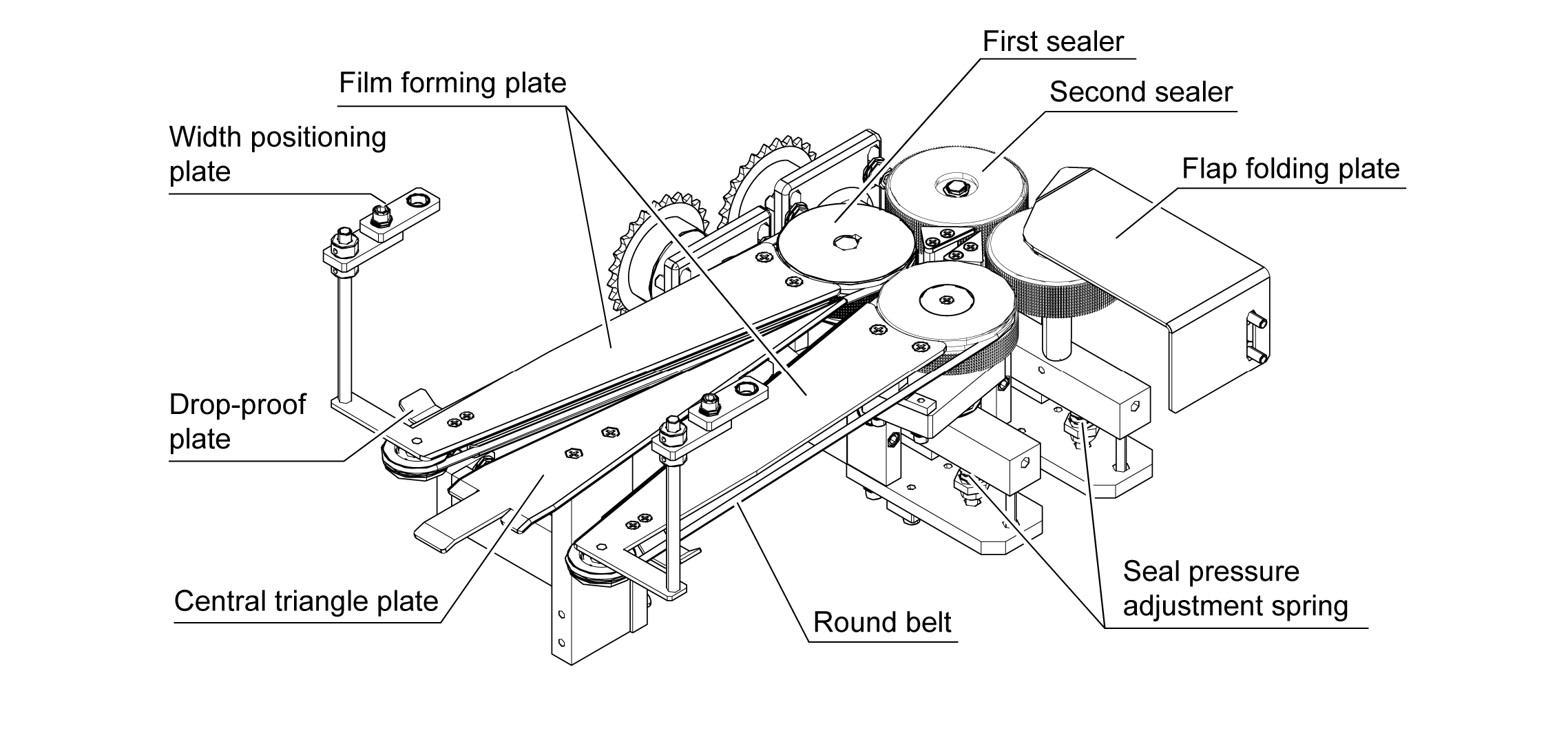
5. Секция центр-запайки
Секция центр-запайки натягивает плёнку к нижней части лотка. Плёнка, затянутая формующими пластинами, запаивается первыми и вторыми запаивателями по центру, затем складывается флап-подкатчиком.
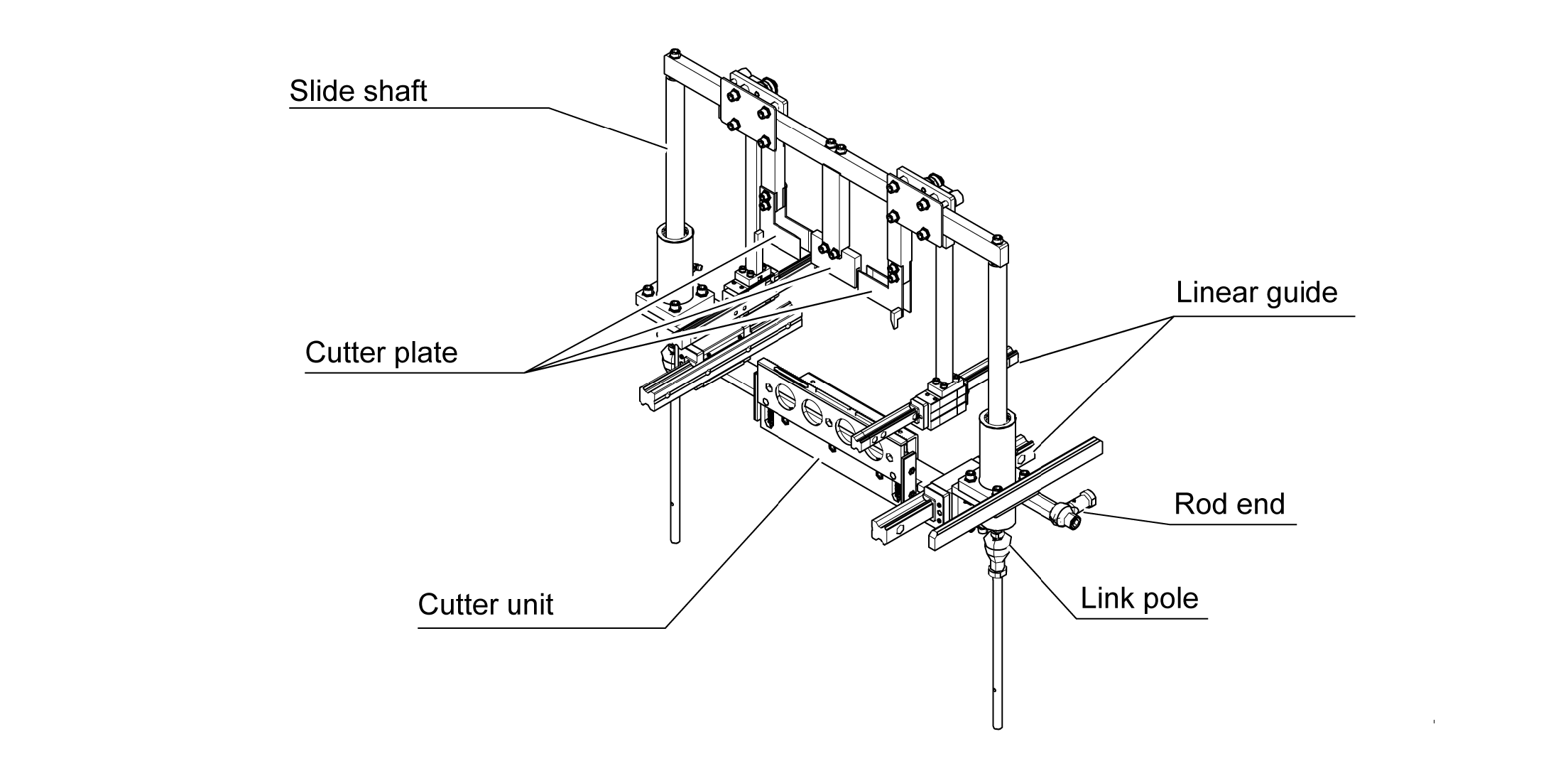
6. Секция резки
Секция резки режет плёнку между лотками после центр-запайки в заданной длине реза. Эта секция движется коробчатым ходом (box motion) для обеспечения высокой скорости и стабильности.*Box motion: механизм, перемещающий секцию вдоль траектории прямоугольника с вертикальными и горизонтальными перемещениями.
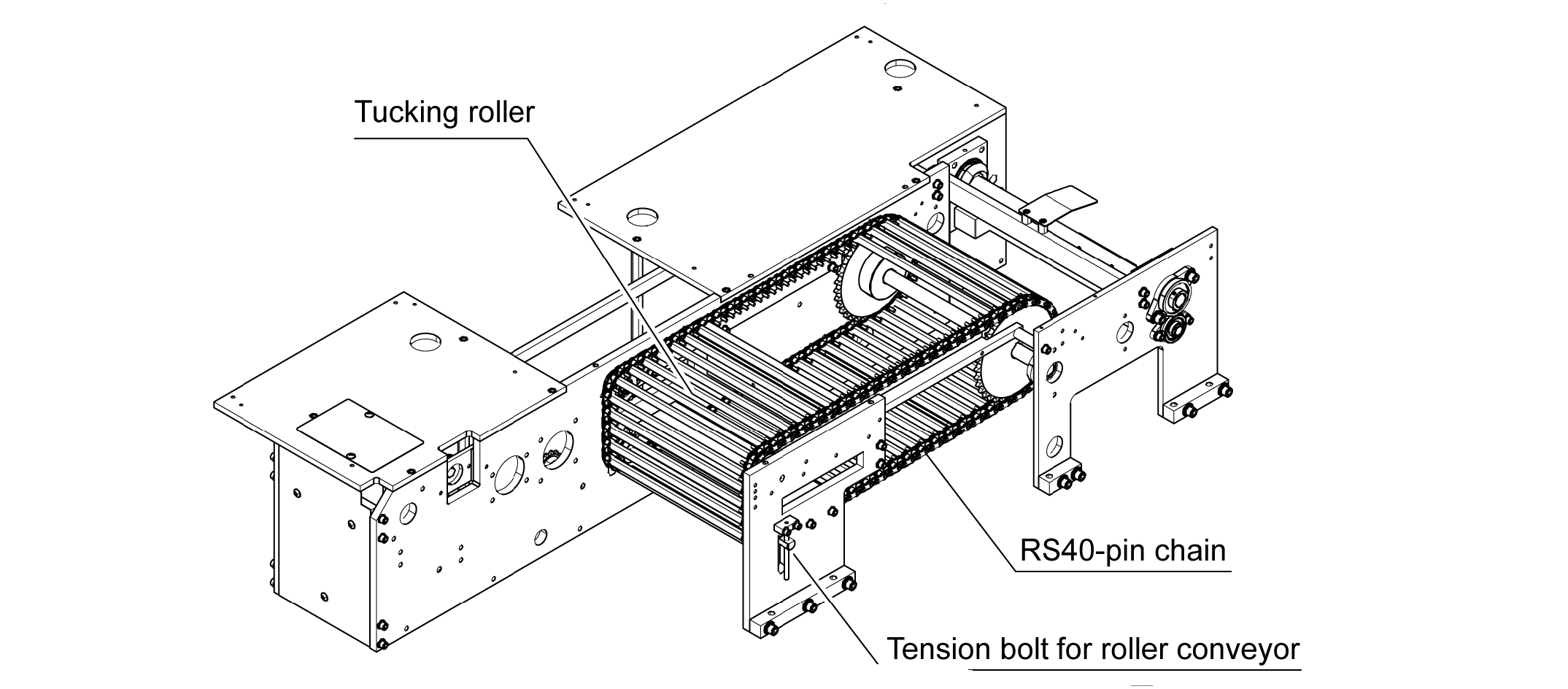
7. Секция складывания задней створки
Эта секция предназначена для складывания задней створки обрезанной пленки под лотком. RS40-пин-цепь с втягивающими роликами. Секция складывания задней створки (именуемая далее «роликовый конвейер») перемещается вокруг лотка быстрее самого лотка, чтобы передний край пленки зафиксировался и уложился под лоток. В секции также присутствует привод бокового ленты.*1 RS40-пин-цепь: полусантиметровая цепь с выступающими штифтами.
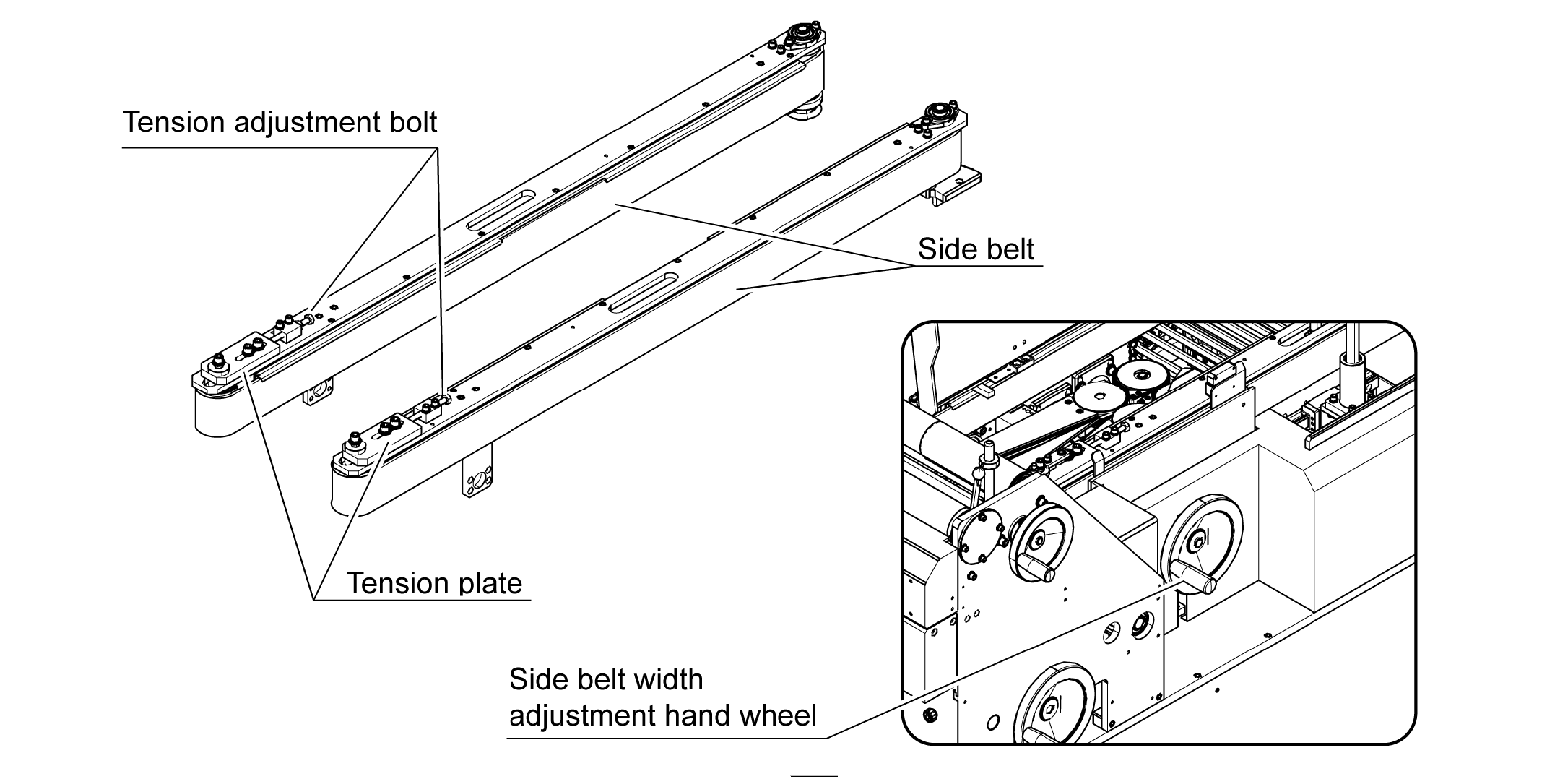
8. Секция боковых лент рамы
Эта секция предназначена для переноса лотков после секции подачи продукции. На боковых лентах применяется шероховатая верхняя лента для обеспечения высокого трения и предотвращения смещения лотков. Ширина боковой ленты регулируется ручным колесом на передней части рамы.*2 Rough top belt: шероховатая поверхность ленты.
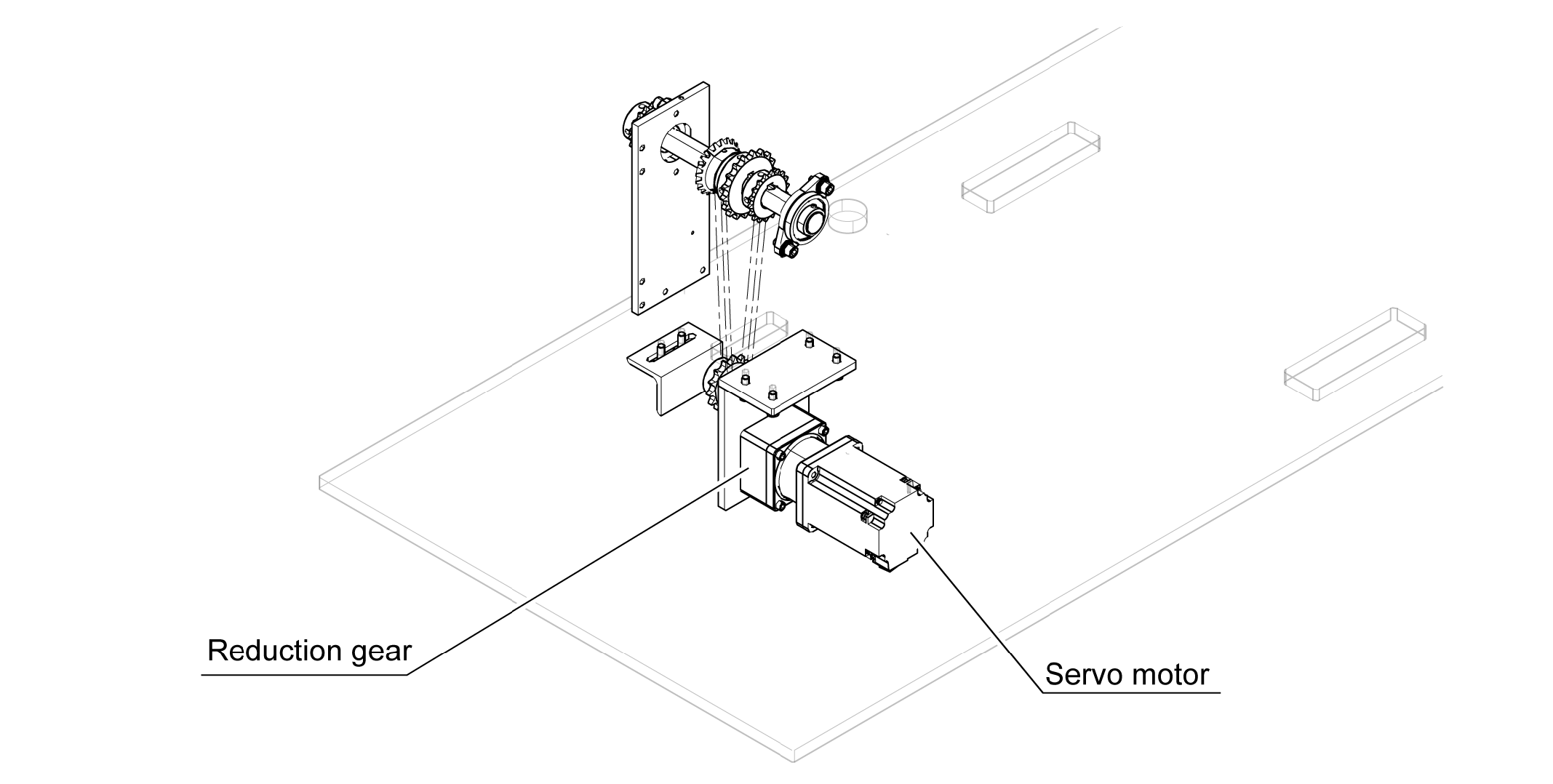
9. Секция привода подачи плёнки
Данная секция в основном приводит в движение единицу переноса пленки и единицу переноса продукции и включает редуктор, мотор и другие приводные элементы. В конструкции применён серво-мотор для надёжного управления движением при высоких скоростях.
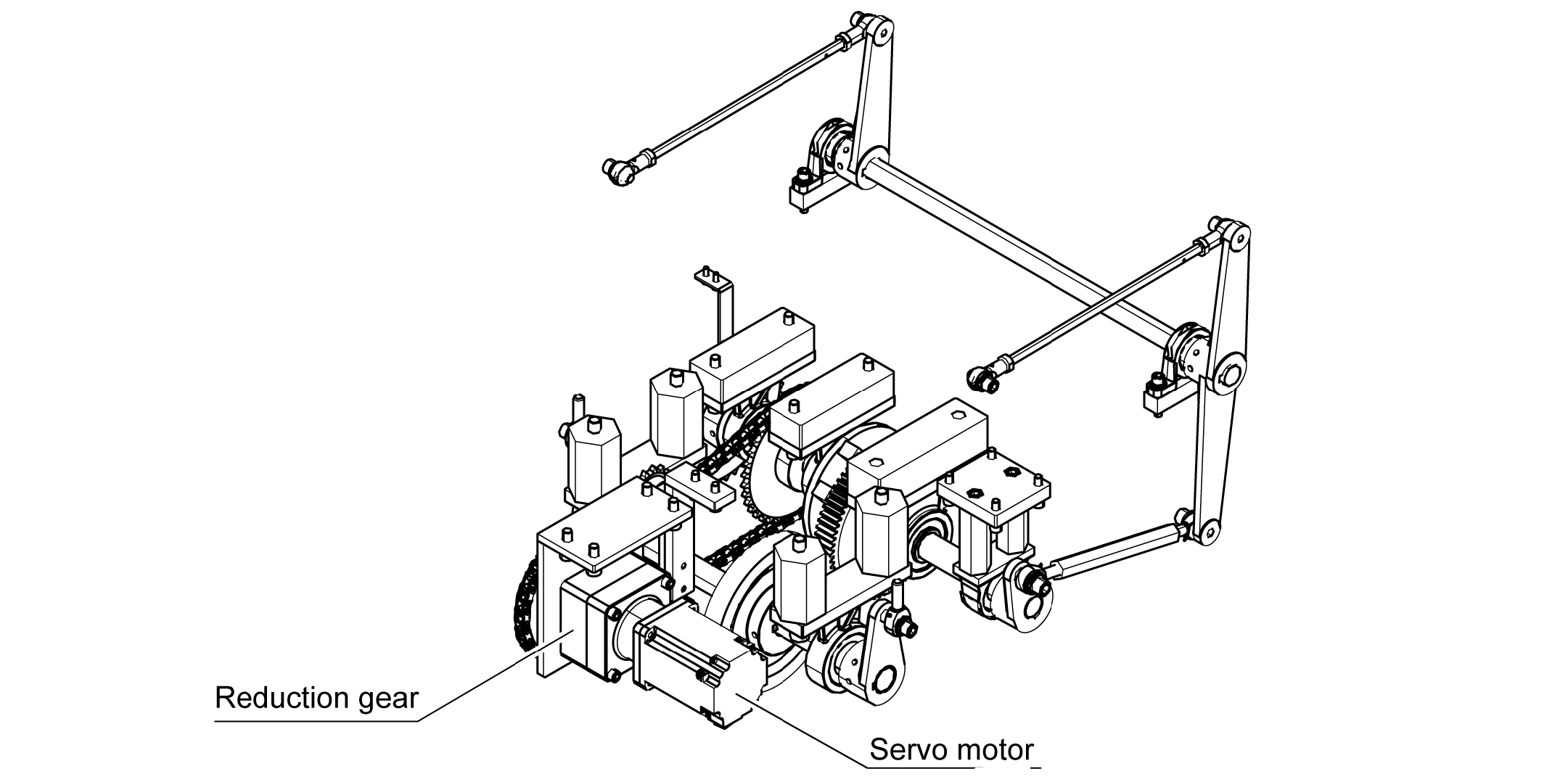
10. Секция привода резака
Эта секция приводит в движение секцию резки и роликовый конвейер. Привод формирует box motion.
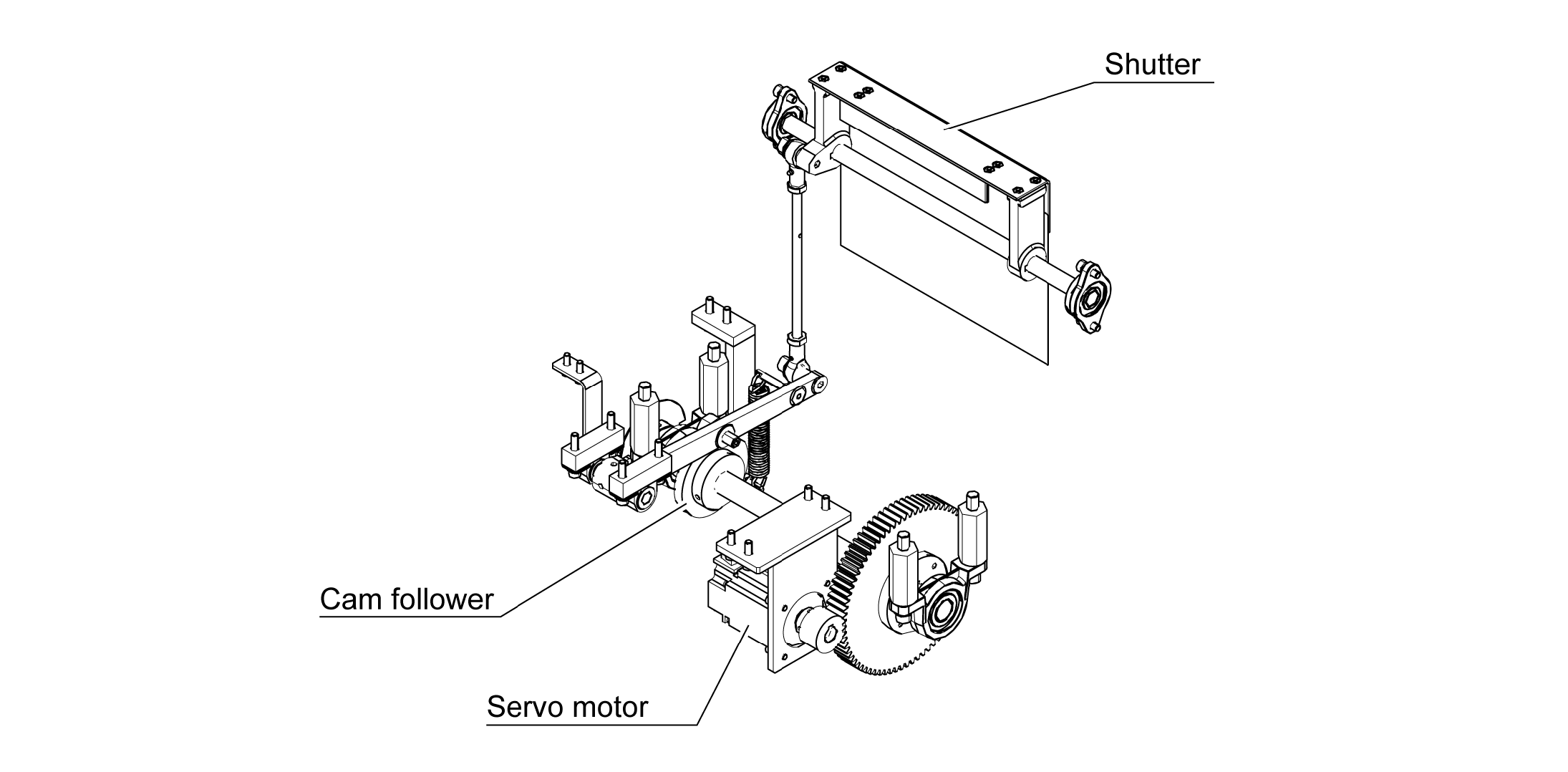
11. Секция шторки форсунки
Секция включает элементы привода шторки, установленной на верхней поверхности передней форсунки. Шторка открывается в момент, рассчитанный для заданного размера реза. После втягивания плёнки в форсунку шторка закрывается и содействует в плотном укладывании передней створки под лоток с помощью сопротивления пленки.В этой секции форсунка отсутствует.
12. Форсунки
Секция включает группу деталей для форсунок складывания передней и задней створок.
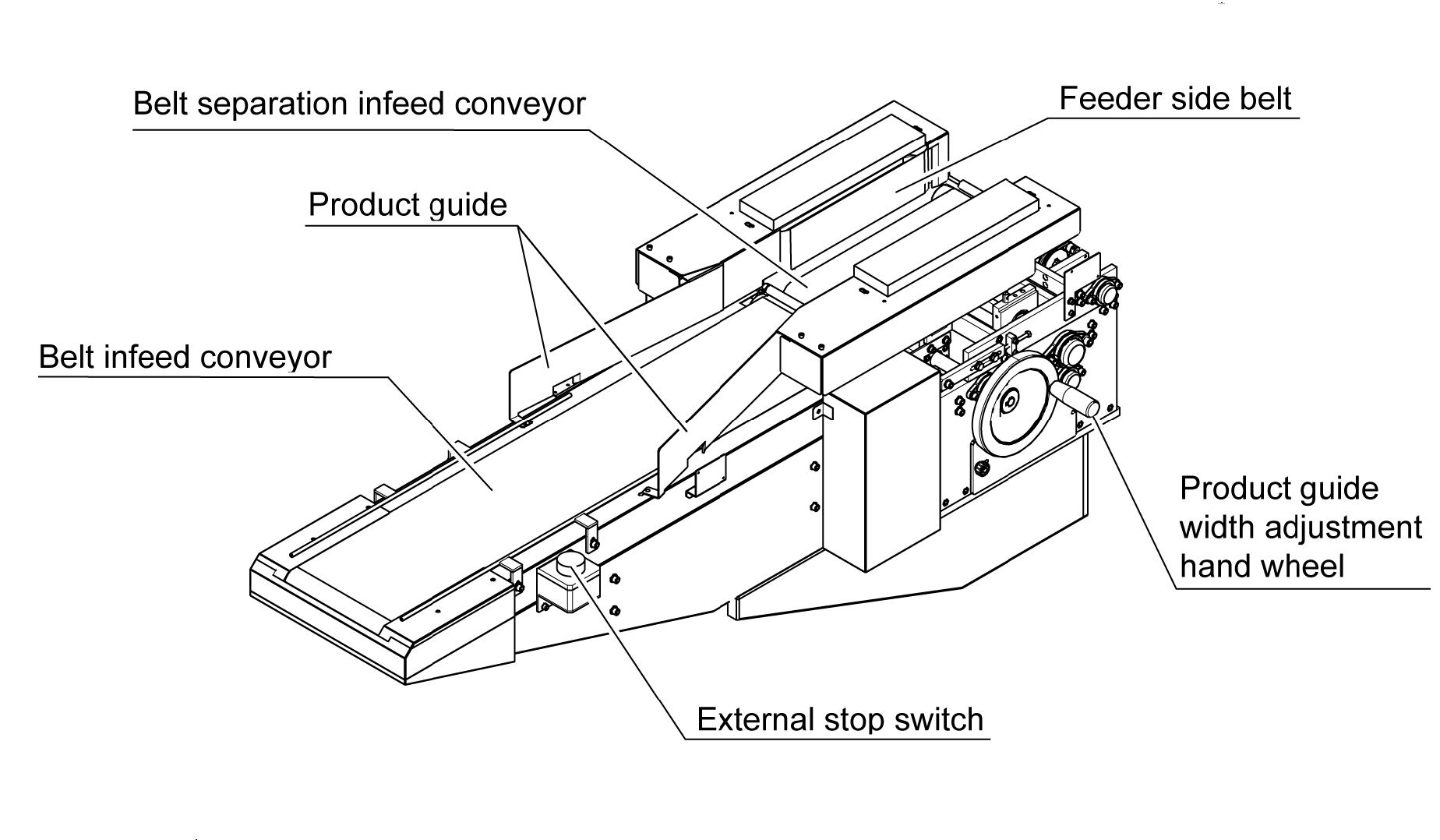
13 Конвейер подачи и конвейер разделения подачи
Данный конвейер состоит из конвейера подачи (в дальнейшем — «подающий конвейер») и конвейера разделения подачи (в дальнейшем — «разделительный конвейер»), который разделяет лотки. Разделительный конвейер оснащён парой дополнительных боковых лент для предотвращения смещения лотков. Включение внешнего стоп-ключа поддерживает остановку конвейера на заданной позиции. (Как и при нажатии STOP на панели управления.)
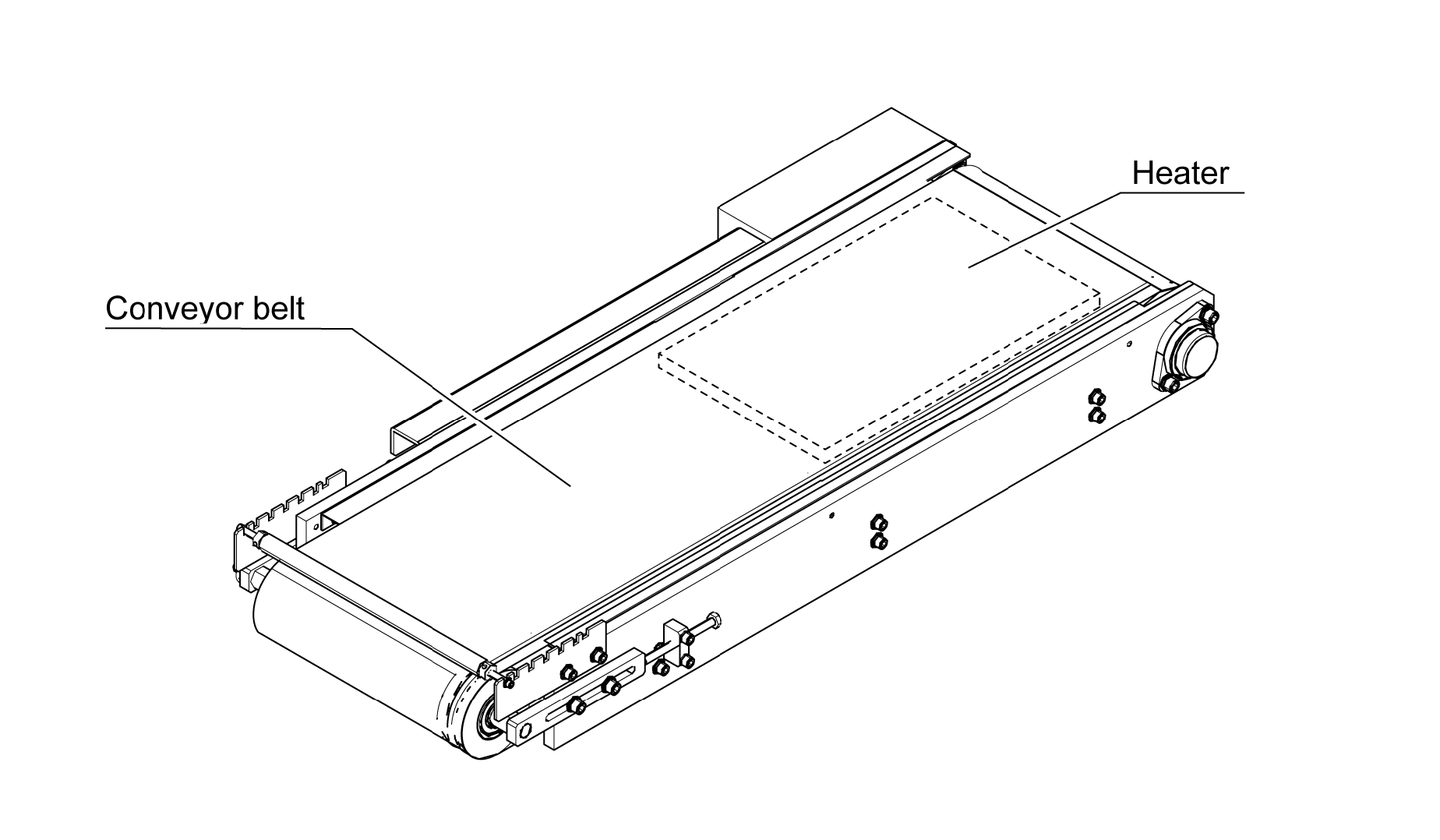
14. Конвейер выгрузки
Данный конвейер запечатывает упаковку снизу и осуществляет выгрузку.
15 Крышки
У машины предусмотрены два типа крышек: шарнирные и съёмные. Межблокировочные устройства interlock*1 установлены на шарнирных крышках и на крышках, которые можно открывать/закрывать или снимать без инструментов.Пока межблокированная крышка открыта или снята, машина не может быть запущена.*1 Соответствующие узлы отключаются электрически или механически для предотвращения неисправностей.
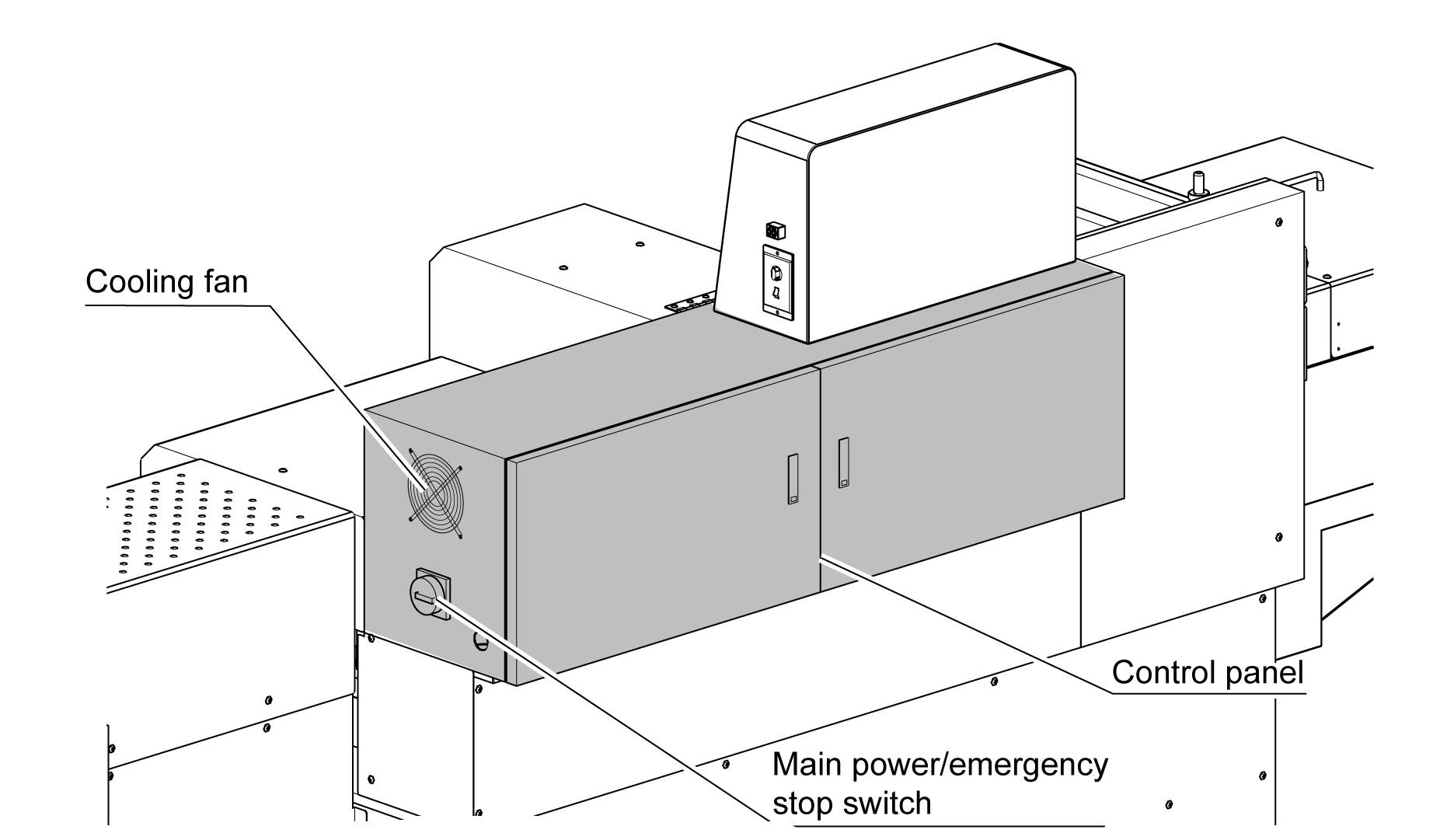
16. Панель управления
Панель управления содержит устройства управления для секвенсеров, инверторов и прочих узлов. На боковой стороне панели установлен главный выключатель питания/аварийной остановки и вентилятор охлаждения.
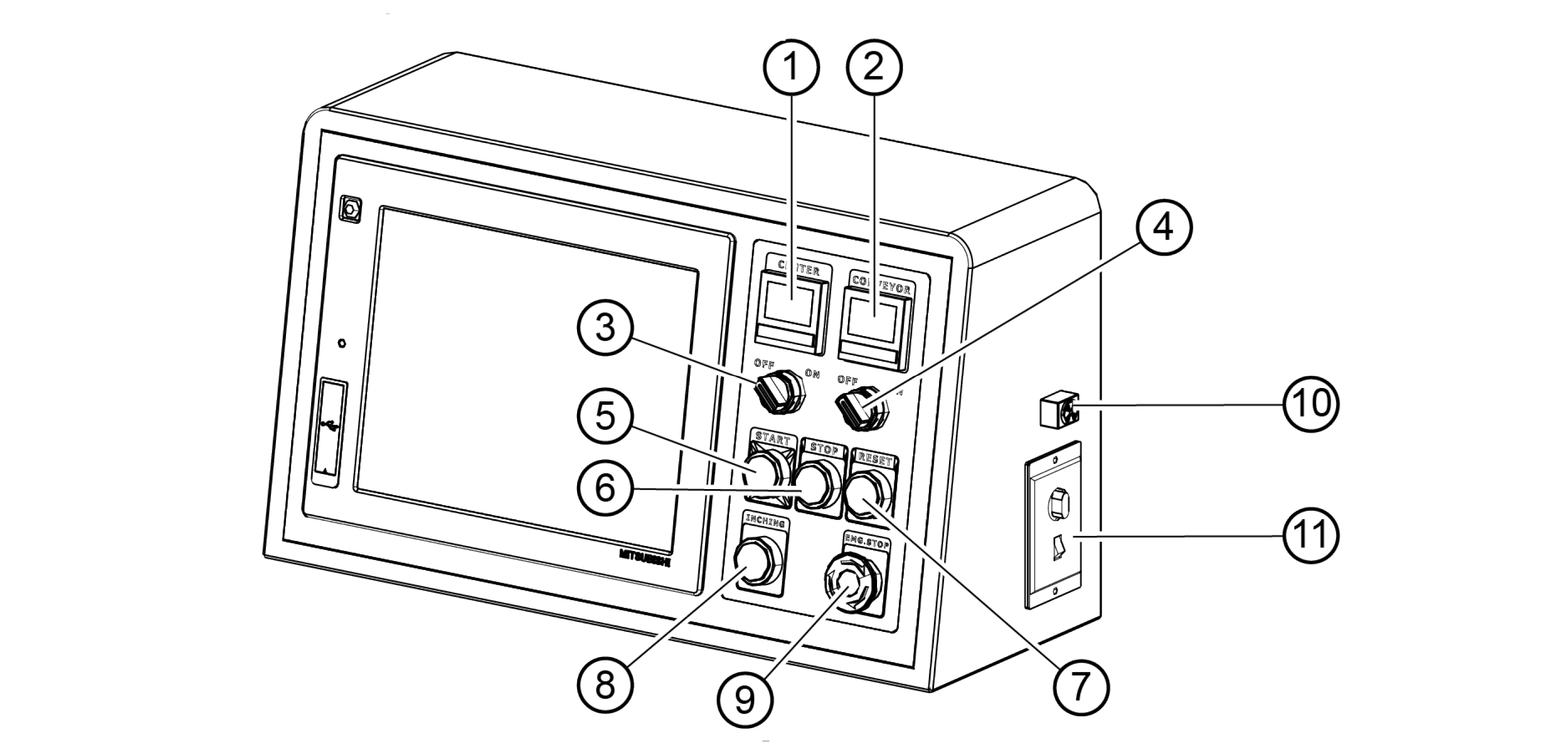
17. Панель эксплуатации
Операторы используют данную панель для управления машиной. Она содержит сенсорный дисплей и переключатели запуска/остановки, регуляторы скорости для конвейера выгрузки и переключатель включения/выключения нагревателя.

8 (903) 420-48-28